


想了解无缝钢管精拉无缝钢管经销商产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:无缝钢管精拉无缝钢管经销商的图文介绍

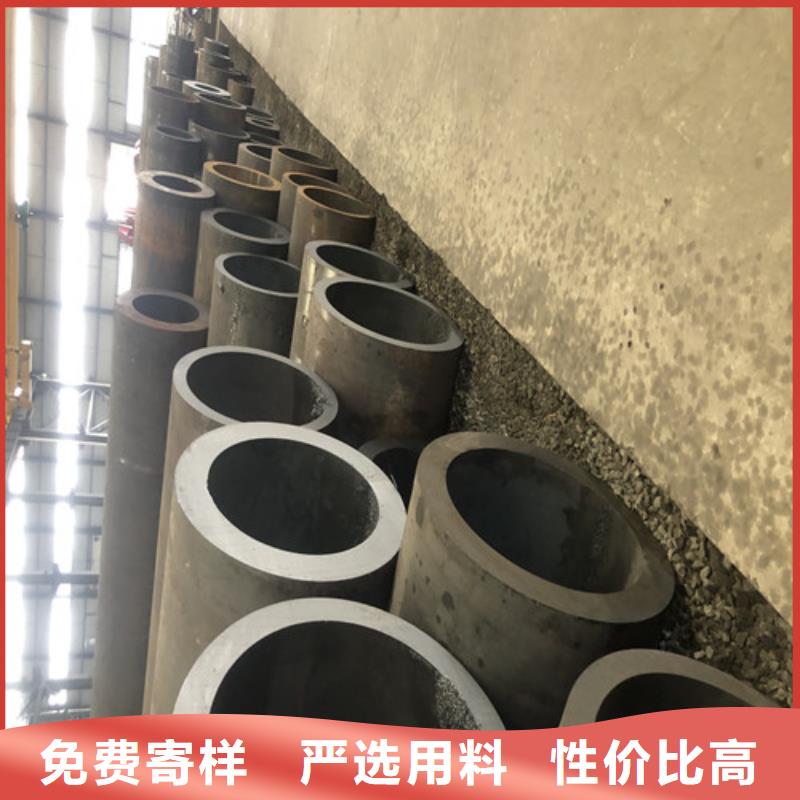
无缝钢管在国民经济中占据了重要的位置,也许朋友们对其还不是很了解,但是它已近被广泛的投入到石油和化工等方面中,为人们的生活带来了极大的便利。无缝钢管也被分为了很多类,其中不锈钢管在现实的生活中被广泛使用。 在生活中不难发现人们看到的花园栅栏和楼梯扶手等,都是采用的不锈钢管。不锈钢管具有精密的尺寸,便于人们安装。其还具有良好的抗腐蚀性,因此,减少了许多不必要的开支,特别是将其作为花园栅栏时,在潮湿的环境中不会被腐蚀。不锈钢管还具有很强的韧性,只是这韧性与小孔直径的大小有着直接联系,作为支撑物时,往往不锈钢管的小孔直径比作为护栏使用的小孔直径小。所以,朋友们在选购的过程中,需要根据自己的需求来选购无缝钢管。


精密无缝钢管广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。在喷射处理时,由于承压流体输送用螺旋缝高频(Induction Heating)焊钢管表面不含油脂等污垢,可增强除锈(rust cleaning)的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧(Oxygen)化皮的分离,使除锈后的 低压流体输送用焊接钢管表面更加洁净。 喷射除锈(rust cleaning)是通过大功率(指物体在单位时间内所做的功的多少)电机带动喷射叶片高速旋转(rotate),使钢砂、钢丸、铁丝段、矿物质(material)等磨料在离心力作用(role)下对钢管表面进行喷射处理(processing),不仅可以彻底(thorough)(clear away)铁锈、氧化(oxidation)物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀(jūn yún)粗糙度。精密无缝钢管 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。



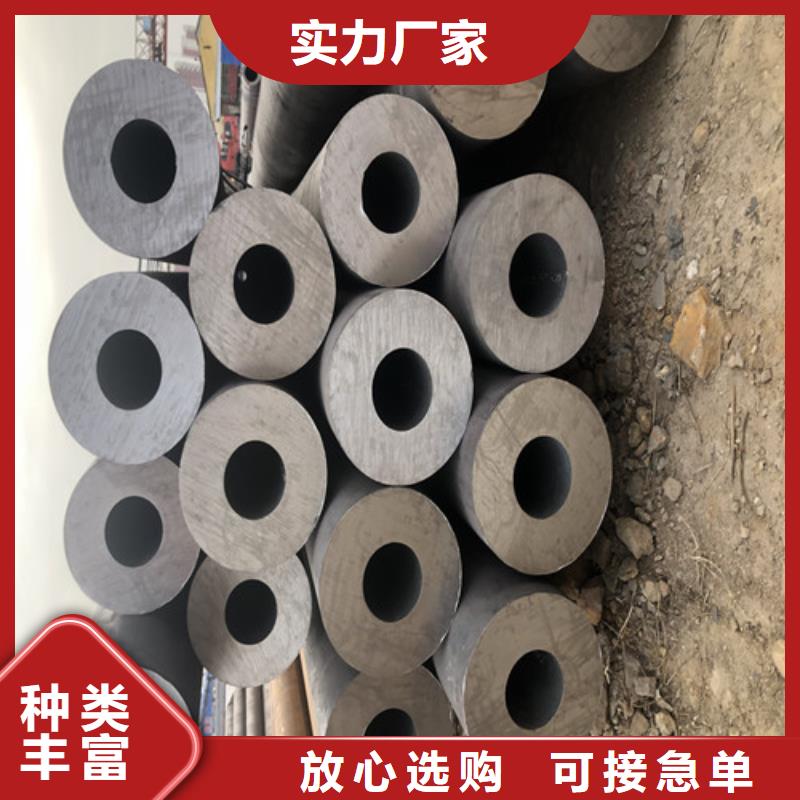
无缝钢管用途很广泛(extensive)。无缝钢管由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。2、根据用途不同分三类供应: A、按化学成分(ingredient)和机械性能(xìng néng)供应; B、按机械性能(xìng néng)供应; C、按水压(特指:压强)试验供应。精密无缝钢管和无缝钢管的区别:1、与之无缝钢管明显区别是:尺寸精度高,可达到0.05mm。2、精密钢管内外径表面光洁度高,客户无需加工可直接使用;而普通无缝钢管需客户再车床、抛光等加工。按 A、b类供应的钢管,如用于承受液体压力,也要进行水压(特指:压强)试验。精密无缝钢管是一种通过冷轧或冷拔处理后的高精密的钢管;全称:冷轧或冷拔精密无缝钢管。由于精密无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,都是用无缝管。精密无缝钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。3、专门用途的无缝管有锅炉(Boilers)用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。 无缝钢管具有中空截面,大量用作输送流体的管道(Conduit),如输送石油、天然(natural)气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度(strength)相同时,重量较轻,是一种经济(Economy)截面钢材。 广泛用于制造(zhì zào)结构(Structure)件和机械(machinery)零件,如石油钻杆、汽车(auto)传动轴(传动轴组成:轴管、伸缩套和万向节)、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工(Processing)工时,已广泛用钢管来制造。


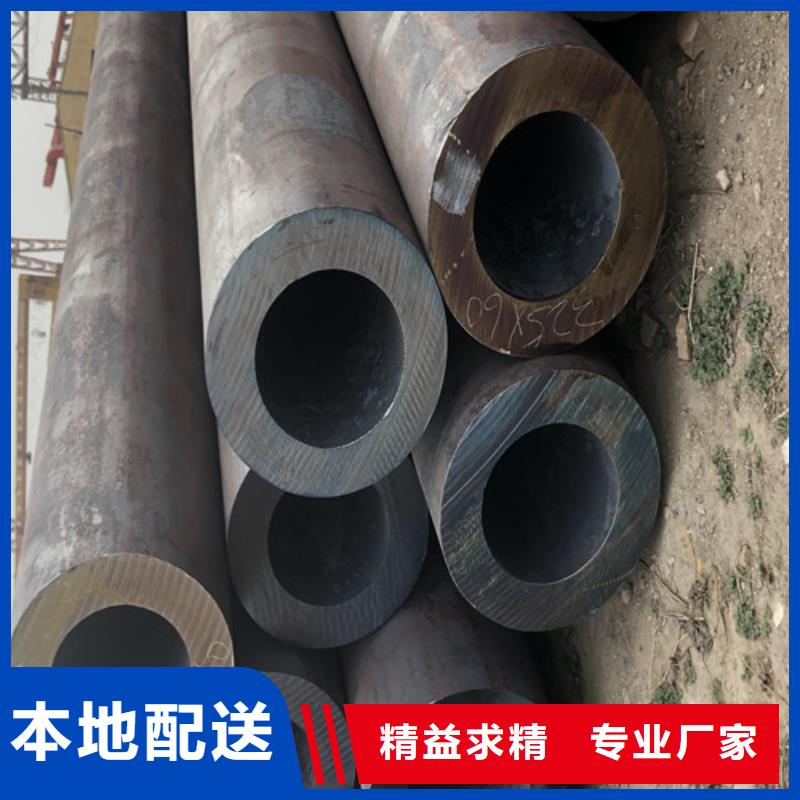
国内无缝钢管的生产制作流程 在无缝钢管的生产工序里面,还是冷拔无缝钢管的制作过程比较复杂。冷拔无缝钢管首先在管坯的问题上就要进行连轧,连轧以后才能进行定径的测试,这个时候需要管坯的表面没有任何的裂纹响应后才可以进行下一道工序。 那么进行响应裂纹以后就是进行切割,切割的长度大约都在一米左右,切割完成以后才会进入退火流程。在退火的时候,有一个关键就是要进行酸洗,那么在酸洗的时候,工人要注意自身的问题。在进行酸洗的时候,要注意钢管表面的起泡情况,如果泡泡起的太多的话,那么就说明这个钢管的质量达不到要求。相比之下热轧就显得简单的多了,就只需要在热轧的状态下进行热处理就可以进行交货了,所以在流程上就简单了很多。 但是呢热轧无缝钢管在制作出来的时候,是要经过工作人员的严格挑选才能放置在仓库里面。所以也就是这两种无缝钢管基本上成了很多无缝钢管厂的主要销售和生产。不仅在流程上不同,这两种无缝钢管在外观上也是明显的区别的。相比之下冷拔无缝钢管的长度要更加的短一些,在壁厚问题上也比热轧无缝钢管16Mn无缝钢管用途很广泛。一般用途的无缝钢管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,强度比15号钢稍高,很少淬火,无回火脆性。


在过去的几年合作中,东环管业(大田县分公司)由于 精拉无缝钢管供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。

